Besuch im KTM Motorenwerk
Wo beginnt ein Motorradleben? Am Konstruktionscomputer? Beim finalen Zusammenbau am Produktionsband? Wenn der Käufer erstmals aufsteigt und losfährt? Darüber lässt sich trefflich sinnieren. Sicher wissen wir nur eins: Ohne Motor gibt es kein Motorrad. Und das Herzstück jeder KTM entsteht im Motorenwerk in Munderfing. Knapp 200 Personen sind hier beschäftigt und produzieren täglich zwischen 300 und 400 Motoren. Zweitakter und Viertakter, Einzylinder und Zweizylinder. Ein LKW transportiert zweimal pro Tag, jeweils morgens und mittags, die einbaufertigen Triebwerke hinüber nach Mattighofen zur Endmontage.

Das KTM Motorenwerk ist unterteilt in drei Bereiche: Montagewerk, mechanische Fertigung und Teilelager.
Werfen wir zuerst einen Blick in das beeindruckend große Teilelager. Auf Hochregalen werden hier, eingelagert in Boxen und Paletten, sämtliche Teile und Komponenten vorgehalten, die zum Aufbau eines Motors notwendig sind: von der Zündkerze über Getriebeteile bis zum Kolben, vom Zylinderstehbolzen über Kupplungsfedern bis zum Elektrostarter. Ein 350er SX-F Viertakter besteht zum Beispiel aus 389 Teilen und 78 Schrauben. Weiss man dazu, dass im Werk insgesamt 13 verschiedene Motorentypen gefertigt werden (wenn man den Moto3-Motor mitzählt), von 50 bis 1190 Kubik, Zweitakter und Viertakter, stellt sich rasch Respekt ein vor der logistischen Herausforderung, die alltäglich zu bewältigen ist.
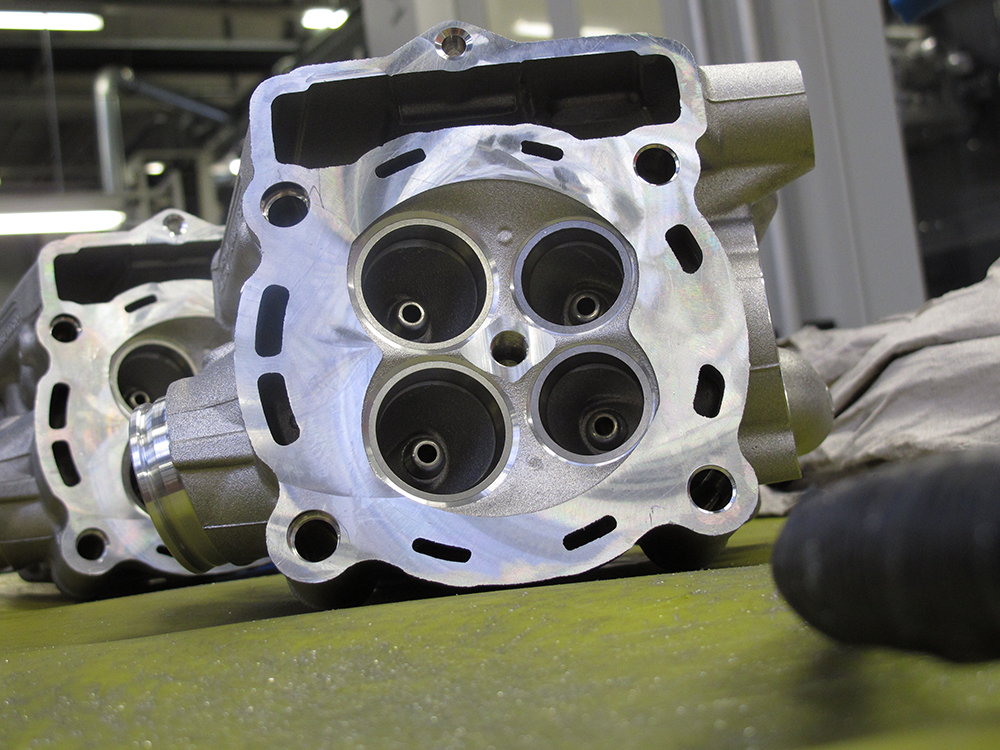
Nächster Bereich ist die Mechanische Fertigung. Hier stehen insgesamt 16 hochmoderne CNC-Bearbeitungszentren, an denen Zylinderköpfe und Gehäuse und diverse andere Teile automatisiert mit höchster Präzision gefräst, geplant und gebohrt werden. Die Bearbeitung der angelieferten Gussteile läuft rund um die Uhr in drei Schichten. Man muss nicht unbedingt ein Herz für Maschinenbau oder Zerspanungstechnik haben, um fasziniert wie angewurzelt vor diesen Wundermaschinen zu stehen und zu bestaunen, wie die eingespannten Werkstücke hinter Schutzabdeckungen wie von Zauberhand bewegt und unter reichlich Einsatz von Kühlschmiermittel bearbeitet werden.
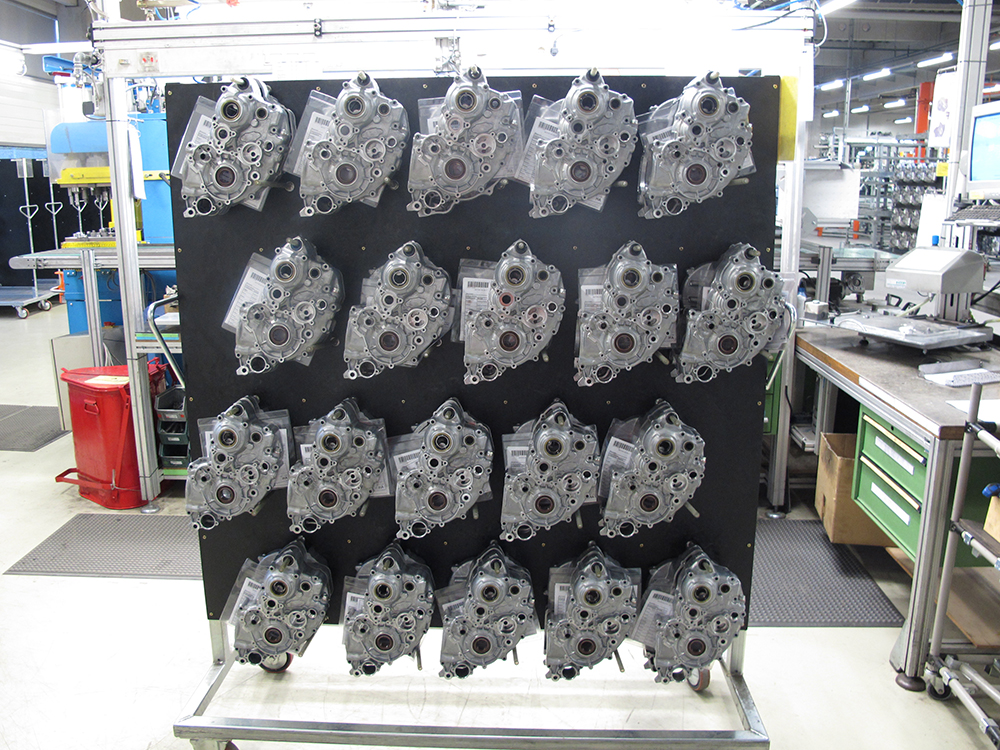
Bemerkenswert: Sobald die Zylinderfußfläche von zwei Motorgehäusehälften gemeinsam bearbeitet wurde, bleibt diese »gematchte« Paarung für den weiteren Produktionprozess zusammen. Nach der mechanischen Bearbeitung werden Bohrungen, Gewinde, bearbeitete Flächen und Kanten eines jeden Werkstücks sauber entgratet – in Handarbeit, was enorm arbeitsaufwendig ist. Ist das erledigt, gehen die fertig bearbeiteten Motorenteile in Körben durch eine Waschanlage, werden nochmal gebürstet und gespült und sind danach sauber.
Im Montagewerk finden sich schließlich zwei Motoren-Montagebänder mit jeweils 21 Arbeitsstationen. Die Taktzeiten (pro Station) betragen je nach Modell zwei bis drei Minuten. Von Anfang bis Ende vergehen also etwa 40 bis 60 Minuten. Die Bestückung aller Stationen mit den benötigten Bauteilen erfolgt laufend aus dem Teilelager beziehungsweise aus der mechanischen Fertigung. Als grobe Guideline gilt: Im Winter werden mehr Straßenmotoren produziert, in Frühjahr und Sommer mehr Offroad-Triebwerke.
An den Montagebändern werden die Motoren Stück für Stück von unten nach oben aufgebaut, nachdem die vertikal geteilten Gehäusehälften zuvor in einem eigenen Arbeitsbereich mit Lagern und Wellendichtringen komplettiert wurden. Die Produktion am Band beginnt mit dem Einsetzen der Kurbelwelle, dann folgen Getriebe und Schaltwalze. Nachdem die Gehäusehälften abgedichtet und verschraubt sind, werden nach und nach Kupplung, Teile der Lichtmaschine, Elektrostarter, Ölpumpe und mehrere Außendeckel verbaut.
Am Rumpfmotor werden anschließend Stehbolzen eingeschraubt sowie Zylinder samt Kolben aufgesetzt. Danach folgt der Zylinderkopf. Dieser wird bei Viertaktern mit zeitlichem Vorlauf in einem Arbeitsbereich neben dem Montageband vormontiert, also komplett mit Ventilen und Nockenwellen; auch das Ventilspiel wird eingestellt. Nach der Montage des Zylinderkopfs am Band werden die Kopfschrauben angezogen, die Nockenwellenkette aufgelegt, die Antriebszahnräder dazu verschraubt und der Kopfdeckel montiert.
Zum Schluss wird die Kupplungshydraulik angeschlossen (komplett vormontiert mit Stahlflexleitung, Handhebel-Armatur und Druckzylinder), der Ölfilter eingesetzt und Motoröl eingefüllt. Fertige Motoren werden mit einem Kran vom Band gehoben und auf Paletten abgesetzt, die mit Einsätzen versehen sind, die die Unterseite formschlüssig aufnehmen, damit auch beim weiteren Transport für sicheren Halt gesorgt ist. Per Gabelstapler geht es anschließend weiter zu den Prüfständen.
Bei KTM absolviert jeder einzelne Motor einen Prüfstandlauf. Bei den Viertaktern ist diese Prozedur zweigeteilt. Nach dem Einrichten wird der Motor ohne Zündung von einem Elektromotor, der im Prüfstand integriert ist, über die Abtriebswelle angeschleppt. Dabei wird festgestellt, ob genügend Öldruck erzeugt wird und ob die Wasserzirkulation funktioniert. Ist dies gegeben, wird gestartet. Der Motor durchläuft dann etwa zwei Minuten ein vorgegebenes Prüfprozedere, bei verschiedenen Drehzahlen. Gleichzeitig erfolgt ein Check auf etwaige undichte Stellen oder ungewöhnliche Laufgeräusche, auch die Schaltung wird auf Leichtgängigkeit geprüft.
Es gibt verschiedene Prüfstandtypen. Bei manchen werden die Motoren mehr oder weniger automatisiert eingerichtet und angeschlossen, bei manchen erfolgt die Einrichtung komplett händisch. Das zirkulierende Kühlwasser wird bei allen vorgewärmt angeschlossen. Bei Zweitaktern entfällt logischerweise die Öldruckkontrolle, dazu wird der Prüflauf dazu genutzt, den Öffnungszeitpunkt der Auslaßklappe über die Vorspannung einer Feder (nach der Vorabeinstellung am Band) final einzujustieren, exakt zur passenden Drehzahl, damit die Motorcharakteristik optimal stimmt.
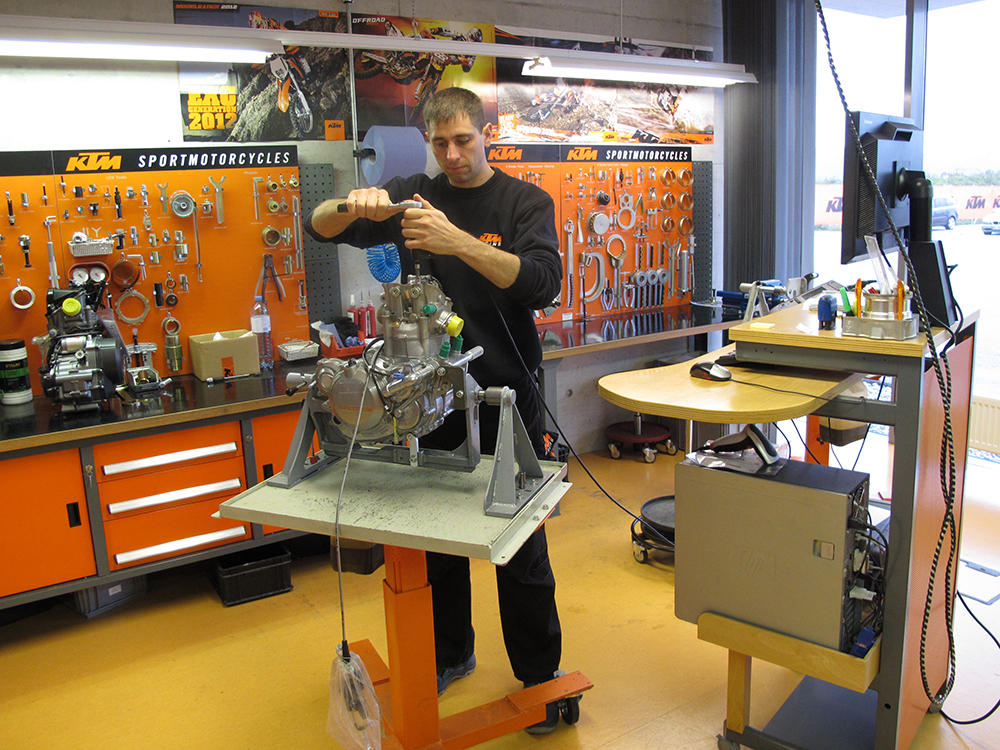
Ist der Prüfstandlauf beendet, geht es wieder auf der Palette und per Stapler weiter zur Fertigmontage. In diesem Bereich wird jeder Viertaktmotor in einer Werkbank-Vorrichtung fixiert und das Motoröl abgelassen. Danach wird ein neuer Ölfilter montiert und eine neue Ladung frisches Öl eingefüllt. Außerdem wird das Ventilspiel nochmals kontrolliert und gegebenenfalls mit passenden Shims neu eingestellt.
Berechtigte Frage: Warum dieser Extra-Aufwand? Antwort: Beim Prüfstandlauf wird erstmals Öl durch alle Kanäle des Triebwerks gepumpt. Mit dem zusätzlichen Öl- und Filterwechsel geht KTM auf Nummer Sicher und schließt selbst kleinste Bearbeitungsrückstände während der Einfahrtzeit im Motoröl aus. Auch die erneute Ventilspielkontrolle erlaubt zusätzliche Sicherheit, falls sich einzelne Bauteile nach der ersten Inbetriebnahme am Prüfstand minimal gesetzt haben sollten, was auch bei präzisester Fertigung nicht ausgeschlossen werden kann.
Abschließend werden Schalthebel, Antriebsritzel (bei manchen Modellen), Einlaßflansch, Entlüftungsschläuche und, falls vorhanden, Kickstarter montiert. Die Zweizylindermotoren werden mit Drosselklappenkörper, Gasseilzug sowie Airbox komplettiert. Dann geht es zurück auf die Palette und schließlich per LKW ins Hauptwerk an das Endmontageband.
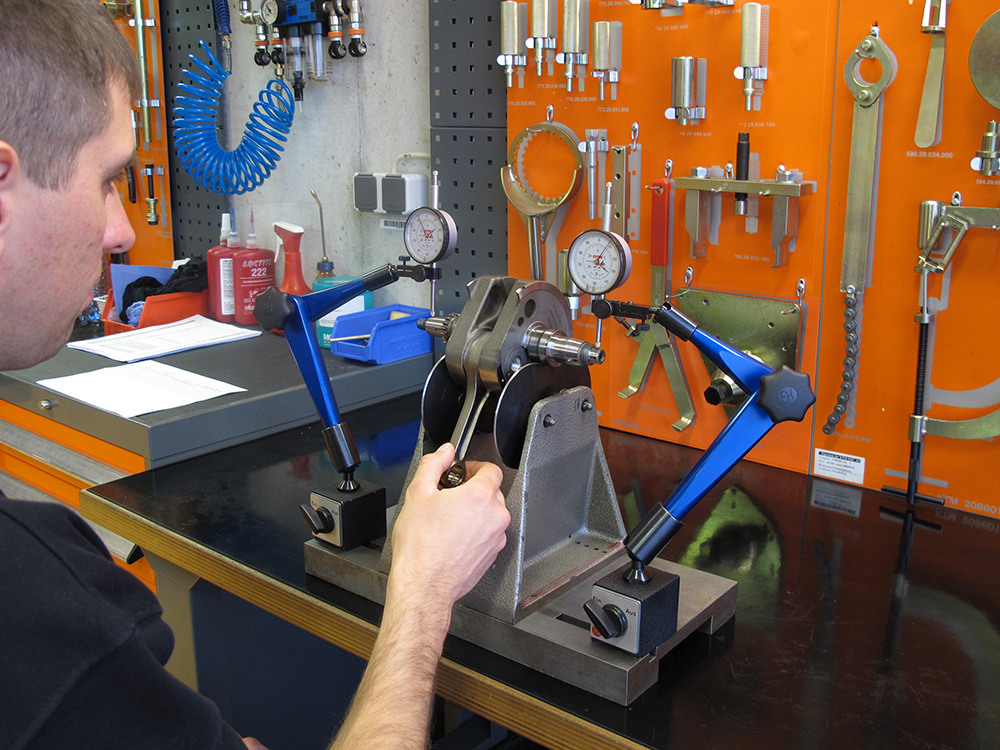
Qualitätssicherung ist natürlich ein Thema: Aus jeder Tagesproduktion wird per Zufallsprinzip ein Motor ausgewählt und in der QS-Abteilung in einer separaten Werkstatt im Gebäude bis auf die letzte Schraube zerlegt, komplett durchgecheckt und vermessen. Dazu wird ein Bericht angefertigt. Sollten sich irgendwo Abweichungen andeuten, kann in der Serie darauf rechtzeitig reagiert werden.
Das KTM Motorenwerk existiert seit 2002, Erweiterungen wurden 2007 und 2008 durchgeführt. Der erste Motor, der laut angehängter »Geburtsurkunde« vor elf Jahren, am Montag den 26. August, um 12.05 Uhr vom Band lief, ist im Eingangsbereich auf einem Ständer ausgestellt. Dieses 200 SX-Triebwerk symbolisiert, dass ein Motor immer mehr ist als nur ein kaltes Stück Metall. Ein Stück Emotionalität in einem modernen Fertigungsbetrieb, dessen Erzeugnisse weltweit bei den Kunden für Begeisterung sorgen. Denn ohne Motoren gäbe es keine Motorräder von KTM.